Как оценить работу подрядчиков
Оценка качества выполненной работы производится зрительно и методом ощупывания. При помощи зрительного осмотра можно выявить выпуклости и вогнутости кузова автомобиля. Для более точного определения смотреть необходимо под углом или сбоку. Для проверки плоских частей авто рекомендуется использовать линейку.
При помощи ощупывания проверяют самые незначительные неровности поверхности. После рихтовки может проявиться такой брак:
- В выпуклых деталях авто появляется впадина. Ее нельзя исправить при помощи надавливания.
- Образование пузырей на больших участках листа. При надавливании на выпуклую часть пузырь перемещается в разные стороны.
Тип изъяна можно определить при помощи надавливания на выпуклую часть. Если он не вдавливается, это означает, что площадь деформации небольшая. Если же при надавливании выпуклость перемещается по плоскости, то поверхность повреждения более масштабна. При надавливании на такой пузырь слышен характерный хлопок листа металла. Устраняя такое повреждение необходимо очертить мелом границы и только после этого приступать к работе.
Если на поверхности машины появилась впадина, ее исправляют при помощи ударов молотком вначале в центре повреждения, а после переходят на края, при этом уменьшая силу ударов.
Пузырь, который появился на поверхности кузова, исправляют с помощью утолщения металла. Это делают при помощи нагревания определенных участков повреждения до температуры 800 градусов и проведения определенных манипуляций, пока не остыл металл.
Предыдущая статья
Следующая статья
5.1. Суть правки и рихтовки. Оборудование и инструмент для ручной правки и рихтовки
Правка — слесарная операция по обработке металлов давлением с целью устранения на заготовках и деталях вмятин, выпучин, волнистостей, искривлений, короблений и других дефектов. Это подготовительная операция, предшествующая дальнейшей технологической обработке заготовки.
Правка осуществляется при холодном либо горячем состоянии заготовки (при больших ее сечениях); она выполняется ручным или машинным способом.
Горячая правка производится при температуре 850… 1100 °С для стальных заготовок, 350…470 °С для заготовок из дюралюминия. Нагрев выше указанных температур приводит к перегреву, а затем и к пережогу заготовок. Правке подвергают только пластичные металлы и сплавы. Бронза и чугун правке не подлежат.
Рихтовка — слесарная операция по правке закаленных деталей, а также деталей, изогнутых через ребро жесткости. Устранение дефектов при рихтовке происходит за счет растяжения (т.е. удлинения) той или иной части металла детали. Рихтовка обычно выполняется ударами носком молотка или специальным рихтовальным молотком по детали; при этом
Рис. 5.1. Правильные приспособления: а — рихтовальные бабки; б— правильная плита; в — наковальня
используют рихтовальные бабки (рис. 5.1, а). Рабочая часть поверхности рихтовальной бабки может быть цилиндрической или сферической формы с радиусом закругления 150…200 мм. Точность рихтовки достигает 0,05 мм.
Ручная правка выполняется на стальных или чугунных правильных плитах (рис. 5.1, б), имеющих ровную и чистую рабочую поверхность. Самые распространенные размеры плит — 400 х 400, 750 х 1000, 1000 х 1500 мм. Устанавливают плиты на металлические или деревянные подставки высотой 800…900 мм. Мелкие детали правят на наковальнях (рис. 5.1, в).
В качестве инструмента для ручной правки используют слесарный молоток с круглым полированным бойком (молоток с квадратным бойком оставляет на заготовке вмятины); молотки со вставными бойками (рис. 5.2, а) из мягких металлов — меди, свинца, а также дерева; деревянные молотки (киянки) (рис. 5.2, б); гладилки (деревянные или металлические бруски). Для правки закаленных деталей применяют рихтовальные молотки с радиусными бойками массой 400…500 г (рис. 5.2, в). На рис. 5.3 показан рихтовальный молоток, в корпус которого вмонтирован рабочий носок из твердого сплава.
Рис. 5.2. Молотки для правки:
а — со вставными бойками из мягких металлов (1 — штифт; 2 — боек; 3 — корпус; 4 — ручка); б — деревянный молоток (киянка); в — рихтовальный с радиусными бойками
Рис. 5.3. Рихтовальный молоток со вставкой из твердого сплава
Молотки со вставными бойками из мягких металлов применяют при правке деталей с окончательно обработанной поверхностью и деталей или заготовок из цветных металлов и сплавов, а гладилки и киянки — для правки тонкого листового и полосового металла и сплавов.
Общая информация
Автомобиль рихтуют при помощи ударов молотами по металлу, который в свою очередь кладут на наковальню. При этом наковальня, которую применяют для исправления вмятин, должна обладать достаточной массой и повторять форму рихтуемой поверхности кузова. Поверхность наковальни не должна иметь никаких выпуклостей и впадин, дабы избежать отпечатывания их на поверхности металла.
Для выполнения данных работ используют гладилки или молотки-кувалды, которые можно обобщенно назвать рихтовочными молотами. Они должны быть изготовлены из стали, бойки должны быть закаленными и отполированными.
Чем сильнее наносят удары, тем быстрее происходит истончение металла в том месте. Происходит это, потому что объем листа неизменный, а при нанесении ударов утончается (удлиняется) кусок обрабатываемого участка листа. Вокруг необрабатываемой поверхности плотность листа не изменяется, что приводит к выпучиванию обрабатываемой детали.
Лучшим способом рихтовки признан метод, при котором обработка поврежденных поверхностей автомобиля происходит частыми и несильными ударами. При таком способе почти не происходит удлинение листа, нежели при рихтовке с помощью мощных и разобщенных ударов, приводящих к его вытяжке. Если на кузове автомобиля присутствует складка, то рихтовку начинают с исправления этой деформации, а уже затем приступают к исправлению остальной части повреждений.
Общие положения
Рихтовка железнодорожного пути назначается на основании результатов проверки – либо натурной, либо измерительным вагоном. Но выполнять ее всегда нужно только после завершения всех работ по подъему колеи. Кроме того, прежде чем приступать к решению вопроса, необходимо осмотреть стыковые зазоры и отрегулировать их (когда нужно), но если на звеньевой линии более трех из них подряд будет слито, допустимо проводить только замену решетки.
Внимание, сдвижка осуществляется именно по наружной рельсовой стороне – это актуально как для кривых, так и для прямых двухпутных или правых однопутных участков. Действуют следующие общие правила:
Действуют следующие общие правила:
-
Осуществлять работы лучше либо рано утром, либо в пасмурные дни – тогда, когда нет температурных перепадов, вызывающих нагрев элементов ВСП.
-
Начинать, согласно путевому плану, стоит с той точки, где нужно выполнить самое серьезное перемещение.
-
Если балласт уплотнен, необходимо предварительно его разрыхлить – у торцов шпал.
-
В зимнее время года решать задачу не рекомендуется, но если направление сбилось самым серьезным образом, колею допустимо перешить.
-
Расстояние между осями смежных полотен стоит контролировать на каждом звене.
Технологически рихтовка кривых участков пути может осуществляться двумя способами:
-
На глаз – возможен исключительно в тех местах, где отступления от нормы малые, по «углам», и короткие по длине (до 30 м).
-
Совмещенным – в реперных точках (одна от другой – на дистанции в 10 м) сдвижки выполняются строго по расчету, а уже между ними – сглаживанием, если используется машина, или приблизительно, при ручном труде.
Во всех ситуациях и при каких угодно методах необходимость в перемещении решетки устанавливается на основании анализа степени прогиба.

Заключительные работы
Как только все сдвижки выполнены, необходимо:
-
Восстановить исходную форму балластной призмы и вернуть ее первоначальную плотность.
-
Проверить соответствие прямоты и/или кривизны участка плановой, измерив стрелы прогиба при хорде длиной в 20 м.
-
Убедиться, что подъемка полотна после решения вопроса не превышает допустимые 10-15 мм.
-
Пропустить по колее 1-2 поезда (состава), и удостовериться в должном состоянии транспортной линии (или исправить отступления).
Мы рассмотрели, что из себя представляет рихтовка пути: определение постарались дать максимально точное, порядок и содержание всех работ расписали так подробно, как только могли. Надеемся, что теперь Вы понимаете, вид операций и в какой последовательности их проводить. Ну а необходимые инструменты для решения задачи Вы всегда можете выгодно заказать в компании «ПромПутьСнабжение», вместе с нужными рельсами и другими элементами ВСП.
 _____________________
_____________________
Этапы рихтовки
Грамотная рихтовка имеющихся деформаций состоит из трёх этапов:
- Анализ повреждений.
- Восстановление начальной формы детали.
- Удаление мелких дефектов.
1. Анализ повреждений
На первоначальном этапе необходимо определить размеры повреждений и порядок их получения. Определить методы дальнейшего ремонта, используемые материалы и инструменты.
Важно помнить, что исправлять повреждения необходимо в последовательности, противоположной их получению. Так же нужно учитывать тот факт, что некоторые из деформаций могли быть получены одновременно.. Процедура восстановления не должна привести к дополнительным повреждениям.
Процедура восстановления не должна привести к дополнительным повреждениям.
Для выявления неровностей детали поможет линейка. Её прикладывают ребром к поверхности поврежденной детали. При этом хорошо видны все вмятины и их глубина. Иногда для определения деформации необходимо срезать слой краски. Для этого применяют кузовной напильник. Также можно разогреть поверхность строительным феном и аккуратно снять краску шпателем.
2. Восстановление начальной формы детали
Для придания начальной формы детали выправляют заломы и большие вмятины. При этом необходимо ослаблять области, имеющие напряжение вследствие полученного удара, так как они препятствуют процессу возвращения металла в его изначальное состояние. Некоторое количество легких ударов в эту область, в данном случае будут более уместны и сработают эффективнее, чем пара сильных ударов. Деталь приобретает первоначальную правильную геометрию. Данный этап называют грубой рихтовкой.
Еще в процессе грубой рихтовки простукивают возвышенности и изгибы вокруг вмятин. В этом случае зачастую используется метод «молоток вне поддержки». Также возможно использование молотка и деревянного бруска или специальной надувной подушки для оказания воздействия с обратной стороны деформированной области.
Главная цель второго этапа – восстановление поврежденной детали и придания ей первоначальной геометрической формы, поэтому на небольшие неровности можно пока не обращать внимания. Усадка растянувшегося металла и, если нужно, заваривание разрывов происходят также во время этого этапа.
3. Удаление мелких дефектов.
На данном этапе устраняются все мелкие неровности, таким образом, окончательно возвращая деталь к первоначальному состоянию.
Поврежденная область может быть восстановлена настолько качественно, что потом останется лишь нанести наполняющий грунт, выполнить его обработку и покрасить.
Важно делать всё последовательно, не спеша, внимательно. Именно от этого зависит качество конечного результата.
Рихтовка выстукиванием

Такой вид ремонта применяется чаще всего там, где деформация очень велика. Такой способ также применяется при серьезных ДТП, когда поврежденная часть снимается с авто. Здесь пригодятся все вышеперечисленные молотки и наковальни разных размеров, на которую будет опираться обрабатываемая снятая часть кузова. Если повреждение имеет очень острую конфигурацию вмятин, можно применить частичный подогрев. В таком состоянии металл станет более гибким и податливым.
Но на кузове автомобиля есть такие участки, которые невозможно демонтировать для восстановления. В такой ситуации применяют специальный инструмент, которым можно подобраться со стороны обшивки.
Рихтовка, несмотря на кажущуюся простоту операции, требует не только умелых рук, но и вдумчивого отношения к делу. Один удар молотка не в то место и работу придется начинать сначала.
Порядок выполнения работ
Общая технология рихтовки пути предусматривает три этапа:
-
подготовительный,
-
основной,
-
финальный (заключительный).
Прежде чем подробно рассмотреть каждый из них, отметим, что в обычной ситуации задачу решает бригада из 7 человек, которая, в особенно сложных или срочных случаях, а также при применении оптики может быть расширена до 8-10 монтеров 4го разряда.
Начальная стадия, подготовки, сводится к изучению стрел прогиба – измеряется кривизна по хорде длиной в 20 м – и к расчетам на основании полученных данных, проводимым способом Пашкарпова.
Получив нужные цифры, в соответствии с ними нужно вбить временные реперы – так, чтобы после выравнивания они были расположены на одинаковой и неизменной дистанции от наружной стороны подошвы. Для этого лучшим образом подойдут деревянные колышки сечением 3-4 см в широкой части, длиной в 25 см, с затесанной гранью, которую следует располагать в направлении, противоположном вектору колеи. Размещать их стоит строго напротив точек деления, причем таким образом, чтобы расстояние от их острия до опоры рельса равнялось шаблону с допуском в большую или меньшую сторону ровно на величину сдвижки.

Вакуумная рихтовка кузова

Интересная тенденция последних лет — это рихтовка кузова автомобиля с помощью вакуумных присосок различной конфигурации и размеров. Суть процесса заключается в следующем: на область деформации накладываются присоски, затем в них вкручивается шток, по которому движется инерционный молоток. Движением бойка от кузова к рукоятке приспособления наносится обратный удар по вмятине. Присоска резко тянет на себя деформированный металл, и он с каждым ударом восстанавливает правильную поверхность.
Затем присоска переставляется на другой участок, и процесс повторяется до тех пор, пока поверхность не станет ровной. Этот способ оправдывает себя на плавных габаритных вмятинах.
Инструменты и оборудование
Для решения задачи в общем случае потребуется:
-
комплект гидравлических рихтовочных приборов ГР-12Б (или аналогичных) – от 3 до 7 штук, в зависимости от сложности (протяженности) нарушения;
-
уровень-нивелир – для проверки и выравнивания;
-
остроконечный лом – для поддевания решетки;
-
гаечный ключ – для демонтажа старых стыковых болтов и затягивания новых;
-
вилы для щебня – для разрыхления и разравнивания грунта;
-
молоток костыльный – для забивания соответствующих крепежных деталей;
-
тележка однорельсовая – для перевозки различных элементов ВСП.
Также добавим, что количество выравнивающих приспособлений выбирают, исходя еще и из плотности балласта, материала исполнения направляющих, мощности колеи. Например, если на участке железобетонные шпалы и щебеночное основание, комплект будет состоять из 7 штук, если опорные конструкции деревянные, а подушка асбестовая – уже из 3.

В каких случаях рихтовка необходима
Проводить такие виды работ необходимо при любых механических повреждениях авто. Перечислим более подробно случаи, при которых рихтовка необходима:
- Когда нужно восстановить первоначальный вид авто или отдельных его деталей. Такой вид работ является самым востребованным при восстановлении. Его необходимо применять, если автомобиль побывал в аварии или каких-либо других подобных ситуациях. Такой вид ремонта включает в себя применение разнообразных инструментов, сварки или шлифовки.
- Когда приходится исправлять повреждения на небольшом участке кузова. В таких ситуациях с помощью рихтовки возвращают первоначальный вид машине. Прогибы исправляют, используя молотки разной формы и сделанные из разных материалов. Легкими ударами молотков по повреждению корректируют его.
- Когда необходимо подготовить отдельные части машины к окрашиванию. Бывают ситуации, когда нужно исправить повреждения, перед тем как нанести краску.
Необходимо учитывать, что при больших повреждениях и растяжениях листа кузова рихтовка невозможна, потому что она не поможет восстановить заводской вид автомобиля. В таких ситуациях рекомендуется замена поврежденного участка.
Технология рихтовки кузова
Перед началом работ следует определиться с технологией рихтовки. Все многочисленные способы восстановления деталей кузова можно отнести к одной из четырёх технологий.
Классическая, или обычная, рихтовка
Классическая рихтовка выполняется с помощью специальных молотков, домкратов, ложек, оправок, рычагов и других приспособлений. Иногда требуются аппараты контактной сварки. Такая технология обычно используется при исправлении локальных дефектов кузова. Она предполагает:
- нанесение частых последовательных ударов деревянными, металлическими или резиновыми молотками;
- выдавливание специальными крючками, клюшками, ложками;
- разглаживание фасонными плитами;
- применение других технологических приёмов и приспособлений.
 Классическая рихтовка выполняется с помощью специальных молотков, ложек, оправок, рычагов и других инструментов
Классическая рихтовка выполняется с помощью специальных молотков, ложек, оправок, рычагов и других инструментов
Вакуумная рихтовка вмятин
Вакуумную рихтовку используют для устранения вмятин, у которых нет острых углов и не нарушено лакокрасочное покрытие. Это могут быть следы от локтей, коленей при неудачном облокачивании о кузов автомобиля. Такие дефекты с плавными закруглёнными краями исправляются с помощью специальных вакуумных присосок. В условиях гаража можно использовать подручные средства. Это могут быть присоски для крепления на лобовом стекле зеркала заднего вида, шторки от солнца, органайзера и т. п. Технология рихтовки очень проста. На обезжиренную и смоченную водой вмятину устанавливается присоска и фиксируется сильным нажатием или специальными приспособлениями.
 Универсальная вакуумная присоска проста в использовании и не требует специальных навыков
Универсальная вакуумная присоска проста в использовании и не требует специальных навыков
Такой метод особенно эффективен при устранении плавных неглубоких вмятин диаметром больше 12–20 см. Присоска фиксируется, а затем резко тянется на себя. Иногда для этого используют прочный шнур, привязанный к стержню присоски. Главные достоинства вакуумного метода:
- не требуется демонтаж повреждённой детали, так как работа ведётся на её внешней поверхности;
- не повреждается лакокрасочное покрытие;
- не требуется больших затрат времени.
Горячая рихтовка
Если обычными способами устранить кузовные дефекты не получается, используется технология горячей рихтовки. Для этого обычно применяют газовую горелку. Однако в неопытных руках она принесёт больше вреда, чем пользы. Нагреть детали из тонкой листовой стали можно с помощью строительного фена с температурой струи воздуха в несколько сотен градусов. Это позволит избежать разрушения лакокрасочного покрытия. Кроме того, фен не так опасен, как газовая горелка.
Рихтовка контактной сваркой
В последнее время стала популярна рихтовка с помощью споттера. На деформированное место контактной сваркой привариваются элементы крепления, с помощью которых выравнивается поверхность. Способ этот недешёвый — далеко не каждому автовладельцу по карману купить споттер. Многие умельцы для этих целей переделывают переносные сварочные аппараты, микроволновые печи или собирают устройство из подручных материалов. Технология контактной сварки имеет ряд неоспоримых преимуществ:
- время нагрева составляет 0,3 сек, и металл не успевает прогореть;
- в месте сварки не образуется шлака, окалины, искр;
- крепёжные элементы рассчитаны на многократное применение;
- крепёж надёжно приваривается и легко удаляется с поверхности;
- рихтовка отличается большой точностью и не занимает много времени;
- работа ведётся снаружи, поэтому нет необходимости демонтировать повреждённую деталь и обеспечивать доступ к её внутренней стороне.
Какие виды повреждений подлежат рихтовке?
Все повреждения делятся на следующие виды: прямое и непрямое, то есть второстепенное.
Прямое повреждение – область кузова, которая имела непосредственный контакт с объектом, нанёсшим повреждение. В данном месте может возникнуть нарушение целостности слоя краски или разрыв самого металла.
Непрямое повреждение – погнутый металл, располагающийся в области, которая прилегает к прямому повреждению. В некоторых случаях второстепенная деформация находится на расстоянии десятков сантиметров от зоны прямого повреждения.
Современное оборудование позволяет справиться с повреждениями любой сложности. Выполняя ремонт, выбирайте более простые способы для восстановления детали. Наличие у вас специального оборудования не означает, что вам необходимо всегда и везде его использовать. Бывают случаи, когда вмятину можно просто «выдавить» рукой с обратной стороны.
Методы рихтовки
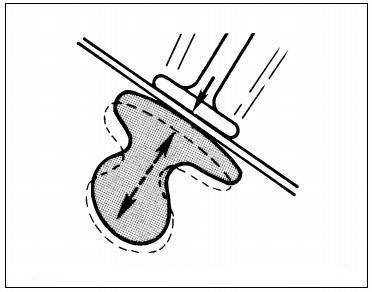
Техника «молоток вне поддержки»
В этой технике молоток должен иметь небольшое расстояние (смещение) от поддержки. Поддержка давит на центр углубления на металле, в то время как Вы продолжаете простукивать возвышенности вокруг вмятины. Таким образом, возвышенности опускаются, а углубления поднимаются при каждом отскакивании поддержки. В большинстве случаев при грубой рихтовке нужно применять метод «молоток вне поддержки». Он используется при устранении большинства вмятин.
По возможности нужно всегда использовать гладилку вместо молотка. Гладилка больше прощает удары с неправильным усилием при рихтовке.
Гладилка и поддержка в этом методе не контактируют друг с другом. Этот метод хорошо подходит в ситуации, когда металл не получив значительного повреждения, может быть немного перенаправлен незначительным усилием для восстановления первоначальной формы. Методика «молоток вне поддержки» используется для поднятия углублений и возвышенностей одновременно. Эта методика применяется в основном на слабовыпуклых или плоских панелях, где металл достаточно податливый, в отличие от сильновыпуклых панелей.
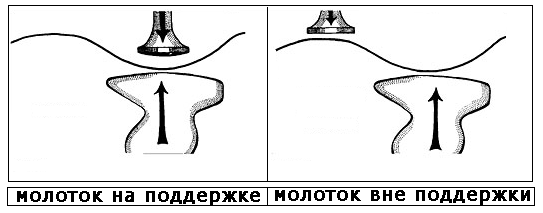
Техника «молоток на поддержке»
Может применяться как для опускания возвышенностей, так и для выправления небольших вмятин. В этой технике нужно расположить поддержку прямо напротив повреждения. Молотком нужно не сильно простукивать металл, расположенный над поддержкой. При сильных ударах есть опасность растянуть рихтуемый металл. Нужно постоянно проверять металл прощупыванием, после чего продолжать рихтование до полного выправления повреждения. По возможности применяйте вместо молотка гладилку. Большое преимущество гладилки над молотком заключается в том, что она воздействует на большую площадь за один раз и удар распределяется более равномерно, чем удар молотком. Как было написано выше, гладилка хороша тем, что, благодаря своей площади, может одновременно поднимать углубления и опускать возвышенности на рихтуемом участке. При простукивании вмятины, нажимайте на металл поддержкой с достаточной силой. Если не надавливать с правильным усилием, то можно только увеличить повреждение. При простукивании возвышенности поддержку нужно держать наоборот свободно, без усилия.
 Показано отскакивающее действие поддержки после удара молотка при выправлении вмятины.
Показано отскакивающее действие поддержки после удара молотка при выправлении вмятины.
Метод «молоток на поддержке» применяется при чистовой (финишной) правке. Также этот метод очень эффективен при выравнивании краёв панели.
Настоятельно рекомендуется, чтобы обратная сторона повреждённой панели была чистой, иначе это отразиться на качестве рихтовки. Поддержка должна быть правильно выбрана по форме. Слишком выпуклая форма поддержки сделает панель более выпуклой, а плоская – плоской.
При применении молотка с поддержкой должна быть развита координация. Поддержка должна находиться непосредственно под молотком.
Выправление вмятины молотком с острым бойком
Иногда, для выправления вмятины, можно применять молоток с острым бойком без поддержки. Такую технику нужно использовать очень осторожно, так как можно только усугубить повреждение. Идея заключается в том, чтобы поднять вмятину серией хорошо поставленных ударов молотком с острым бойком с обратной стороны панели. Вмятина должна выправляться не до конца. Вместе с поднятием вмятины получаются острые возвышенности от молотка, которые потом убираются дополнительным выравниванием. Неразумное применение такой техники может значительно растянуть металл и не дать удовлетворительного результата.
Инструменты для рихтовки
У каждого рихтовщика есть свои инструменты, свои приспособления и техника выполнения работ. Но основной набор инструментов почти у всех один:
- молотки с плоским, острым и выпуклым бойком;
- молоток для заглаживания и для выпуклых поверхностей;
- напильники самых разных конфигураций;
- точечный сварочный аппарат — споттер;
- струбцины, упоры и наковальни;
- крючки для вытягивания поверхности.
Но с этим набором сделать полноценную рихтовку вряд ли удастся. Выбрать вмятину на кузове можно, но лишний металл придется вырезать. Для этого потребуется сварочный аппарат с обычными электродами, если у рихтовщика есть опыт сварки. Если опыта нет, то потребуется сварочный полуавтомат, а к нему баллон с инертным газом.
Похожие новости
- Допустимый боковой, вертикальный и горизонтальный износ рельсов
- Как и чем можно распилить рельсу: резка с помощью резака, ножовки
- Подкрановые пути мостовых кранов: устройство, монтаж, основные элементы, ГОСТ и требования к деталям
- Как крепить рельсы железнодорожные крепежом к шпалам: типы узлов креплений, какие шурупы подойдут
- Стрелочные переводы на ЖД путях: что это такое, схема железнодорожной стрелки
Если эксплуатируется нечетное число единиц выравнивающих приспособлений (о которых ниже), большая их часть должна быть размещена на передней по направлению сдвига рельсовой нити.